راهنمای جامع تنشن کنترل یا کنترل کشش وب
راهنمای جامع کنترل کشش وب (تنشن کنترل): از اصول تا کاربرد در صنعت پلاستیک
در دنیای رقابتی امروز صنایع چاپ، بستهبندی و تبدیل (Converting)، کیفیت محصول نهایی و بهینهسازی فرآیند تولید، دو عامل کلیدی برای موفقیت هستند. یکی از مهمترین و در عین حال چالشبرانگیزترین جنبههای تولید در ماشینآلات رول به رول، کنترل دقیق کشش وب (Web Tension Control) است. کنترل نادرست کشش میتواند منجر به مشکلات متعددی از جمله ضایعات بالا، کاهش سرعت تولید، و افت کیفیت محصول شود.
این مقاله از نوید صنعت پلاست، یک راهنمای کامل برای درک عمیق مکانیک کنترل کشش است. ما به شما نشان خواهیم داد که کشش چیست، چرا حیاتی است و چگونه با استفاده از سیستمهای مختلف میتوانید آن را مدیریت کرده و سودآوری خود را افزایش دهید.
کشش وب چیست؟ تعریف و اصول اولیه
به زبان ساده، کشش، نیرویی است که در جهت حرکت ماشین (Machine Direction) به یک وب یا ورقه ممتد از مواد (مانند فیلم پلاستیکی، کاغذ یا فویل) اعمال میشود. این نیرو باعث "سفتی" و پایداری وب در حین عبور از رولرها و بخشهای مختلف دستگاه میشود.
در صنعت، کشش معمولاً با واحد PLI (Pounds per Linear Inch) یا پوند بر اینچ طولی اندازهگیری میشود.
- محاسبه کل کشش: برای به دست آوردن مجموع نیروی کشش روی وب، کافی است مقدار PLI را در عرض وب (به اینچ) ضرب کنید.
- محاسبه PLI: برای محاسبه PLI، مجموع نیروی کشش را بر عرض وب (به اینچ) تقسیم کنید.
برای درک بهتر، تصور کنید یک وزنه ۲۵ پوندی را به انتهای یک ورقه پلاستیکی به عرض ۲۵ اینچ آویزان کردهاید. در این حالت:
- کل کشش وب: ۲۵ پوند.
- کشش بر واحد عرض (PLI): ۱ PLI (۲۵ پوند تقسیم بر ۲۵ اینچ).

چرا کنترل دقیق کشش برای کسبوکار شما حیاتی است؟
کنترل صحیح کشش فقط یک موضوع فنی نیست، بلکه مستقیماً بر روی بهرهوری و سودآوری شما تأثیر میگذارد. بدون کشش مناسب، کنترل وب غیرممکن است. در ادامه به دلایل اهمیت این موضوع میپردازیم:
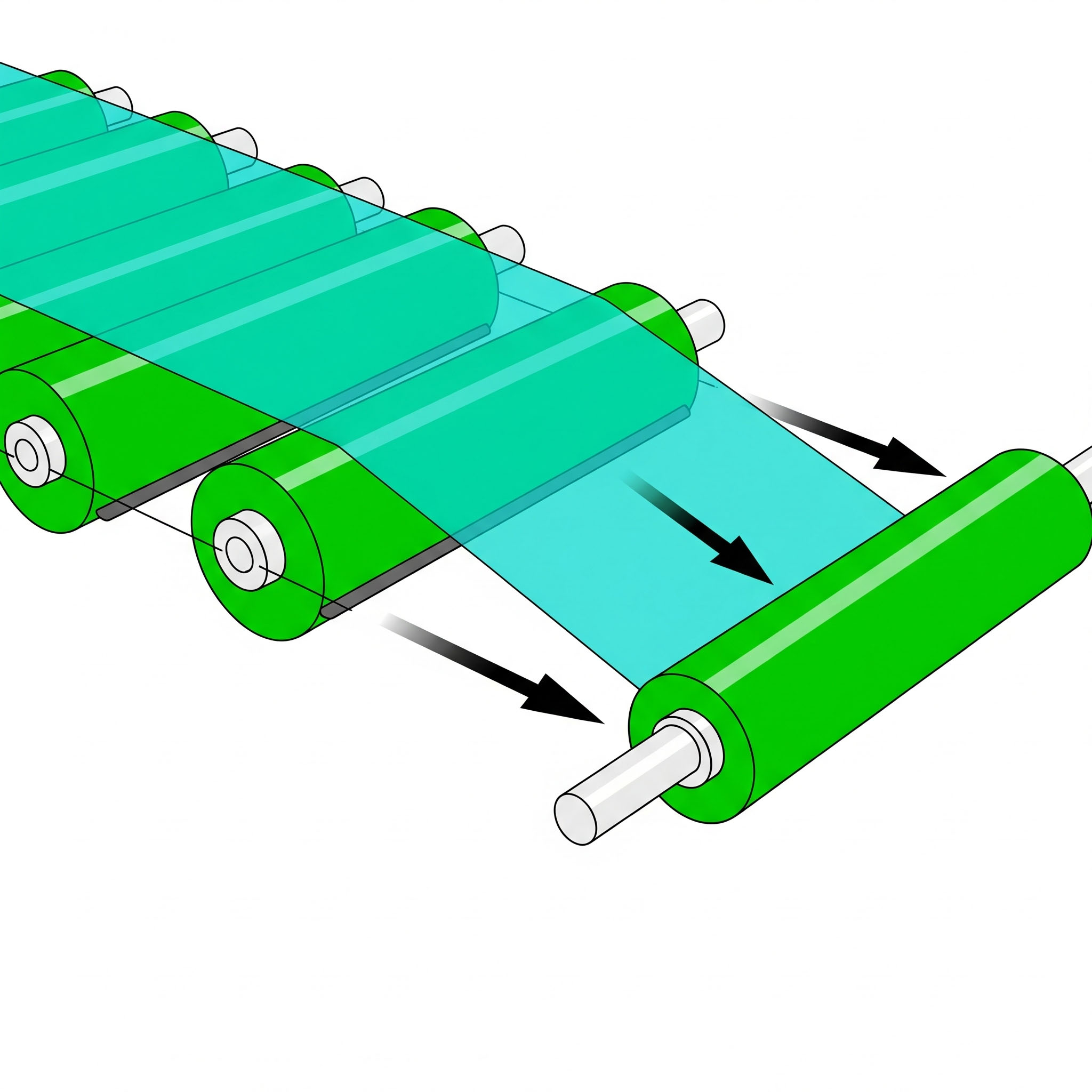
۱. جلوگیری از لغزش و حفظ پایداری وب
یک اصل بنیادی در ماشینآلات رول به رول میگوید: "وب تمایل دارد خود را عمود بر محور یک رولر تنظیم کند". این اصل تنها زمانی صادق است که وب با سطح رولرها در "تماس کامل" یا "کشش" (Traction) باشد. اگر کشش کافی نباشد، وب روی رولرها میلغزد و دچار انحراف جانبی (Wandering) میشود که هدایت و کنترل آن را غیرممکن میسازد.
۲. پیشگیری از ایرادات ظاهری و ساختاری رول
کشش نامناسب در بخشهای بازکننده (Unwind) و جمعکننده (Rewind) رول، منجر به مشکلات پرهزینهای میشود:
- رولهای تلسکوپی (Telescoped Roll): لایههای وب روی هم میلغزند و از یک طرف رول بیرون میزنند.
- رولهای بشقابی (Dished Roll): مرکز رول فشرده شده و لبههای آن شل باقی میماند که ظاهری شبیه به بشقاب ایجاد میکند.
- چروک و پارگی وب: کشش بیش از حد یا بسیار کم، باعث ایجاد چروکهای متعدد و در موارد حاد، پارگی وب میشود.
۳. حفظ دقت در فرآیندهای حساس
- چاپ و دایکات: برای دستیابی به رجیستری دقیق (انطباق رنگها یا برشها روی هم)، کشش باید ثابت و کنترلشده باشد. هرگونه تغییر در کشش باعث کشیدگی یا جمعشدگی وب و در نتیجه، خطای رجیستری میشود.
- لمینیت: در فرآیند لمینیت، اگر کشش دو لایه با هم برابر نباشد، محصول نهایی پس از خروج از دستگاه دچار پیچش (Curl) میشود.
- اگر کشش لایه بالایی بیشتر باشد، محصول به سمت بالا خم میشود.
- اگر کشش لایه پایینی بیشتر باشد، محصول به سمت پایین خم میشود.
- برش (Slitting): کشش بیش از حد باعث کشیدگی طولی و کاهش عرض وب میشود. کشش خیلی کم نیز باعث جمعشدگی طولی و افزایش عرض وب میگردد. هر دو حالت میتوانند منجر به خطای موقعیت برش و ایجاد چروک شوند.
مناطق کلیدی کنترل کشش در ماشینآلات
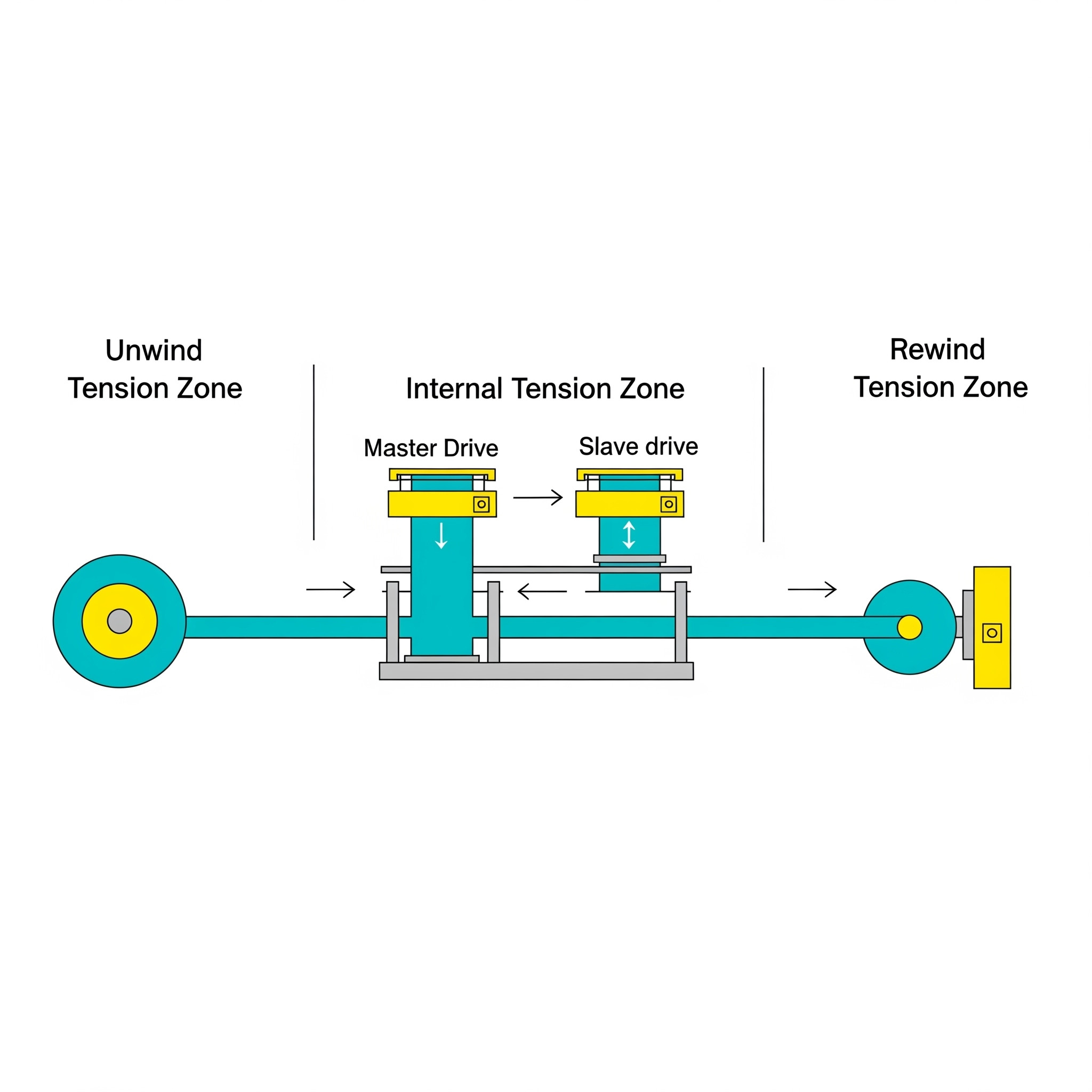
یک ماشین تبدیل (Converting Machine) معمولاً به سه منطقه کشش اصلی تقسیم میشود که هر یک باید به طور مستقل کنترل شوند:
- منطقه بازکننده رول (Unwind Zone): جایی که رول خام باز میشود.
- منطقه داخلی یا فرآیند (Internal Zone): شامل بخشهای چاپ، لمینیت، پوششدهی و...
- منطقه جمعکننده رول (Rewind Zone): جایی که محصول نهایی به صورت رول جمع میشود.
چالش اصلی در مناطق Unwind و Rewind، تغییر مداوم قطر رول است. برای ثابت نگه داشتن کشش، گشتاور (Torque) اعمالی به شفت باید متناسب با شعاع رول تغییر کند.
- در Unwind: با کاهش قطر رول، گشتاور ترمزی باید به صورت خطی کاهش یابد.
- در Rewind: با افزایش قطر رول، گشتاور موتور باید به صورت خطی افزایش یابد.
برای مثال، اگر یک رول با قطر ۳۵ اینچ (شعاع ۱۷.۵ اینچ) تا قطر ۳.۵ اینچ (شعاع ۱.۷۵ اینچ) باز شود، نسبت تغییر شعاع ۱۰ به ۱ است. این یعنی گشتاور باید از ۱۰۰ واحد در ابتدا به ۱۰ واحد در انتها کاهش یابد تا کشش ثابت بماند.
انواع سیستمهای کنترل کشش: از دستی تا اتوماتیک
سیستمهای کنترل کشش به دو دسته اصلی حلقه-باز (Open-Loop) و حلقه-بسته (Closed-Loop) تقسیم میشوند.
الف) سیستمهای حلقه-باز (Open-Loop): تخمین بر اساس قطر
این سیستمها کشش واقعی وب را اندازهگیری نمیکنند، بلکه با اندازهگیری قطر رول، گشتاور لازم را تخمین میزنند. این روشها برای مناطق Unwind و Rewind که تغییرات قطر دارند، بسیار مفیدند اما برای مناطق داخلی کاربردی ندارند.
۱. کنترل دستی (Manual Control)
سادهترین و ارزانترین روش که در آن اپراتور به صورت دستی و بر اساس "حس" خود، گشتاور را با یک پتانسیومتر یا رگلاتور هوا تنظیم میکند. این روش به دلیل نیاز به تنظیمات مداوم و عدم وجود بازخورد، دقت بسیار پایینی دارد.
۲. سنسور بازویی (Follower Arm)
یک چرخ یا رولر کوچک که روی سطح رول در حال تغییر قرار میگیرد و موقعیت آن از طریق یک بازوی متحرک به یک سنسور (معمولاً پتانسیومتر) منتقل میشود.
- مزایا: ساده و ارزان.
- معایب: تماس با محصول (نامناسب برای مواد حساس)، آسیبپذیری در برابر رولهای بیضی، و نیاز به نگهداری قطعات مکانیکی.
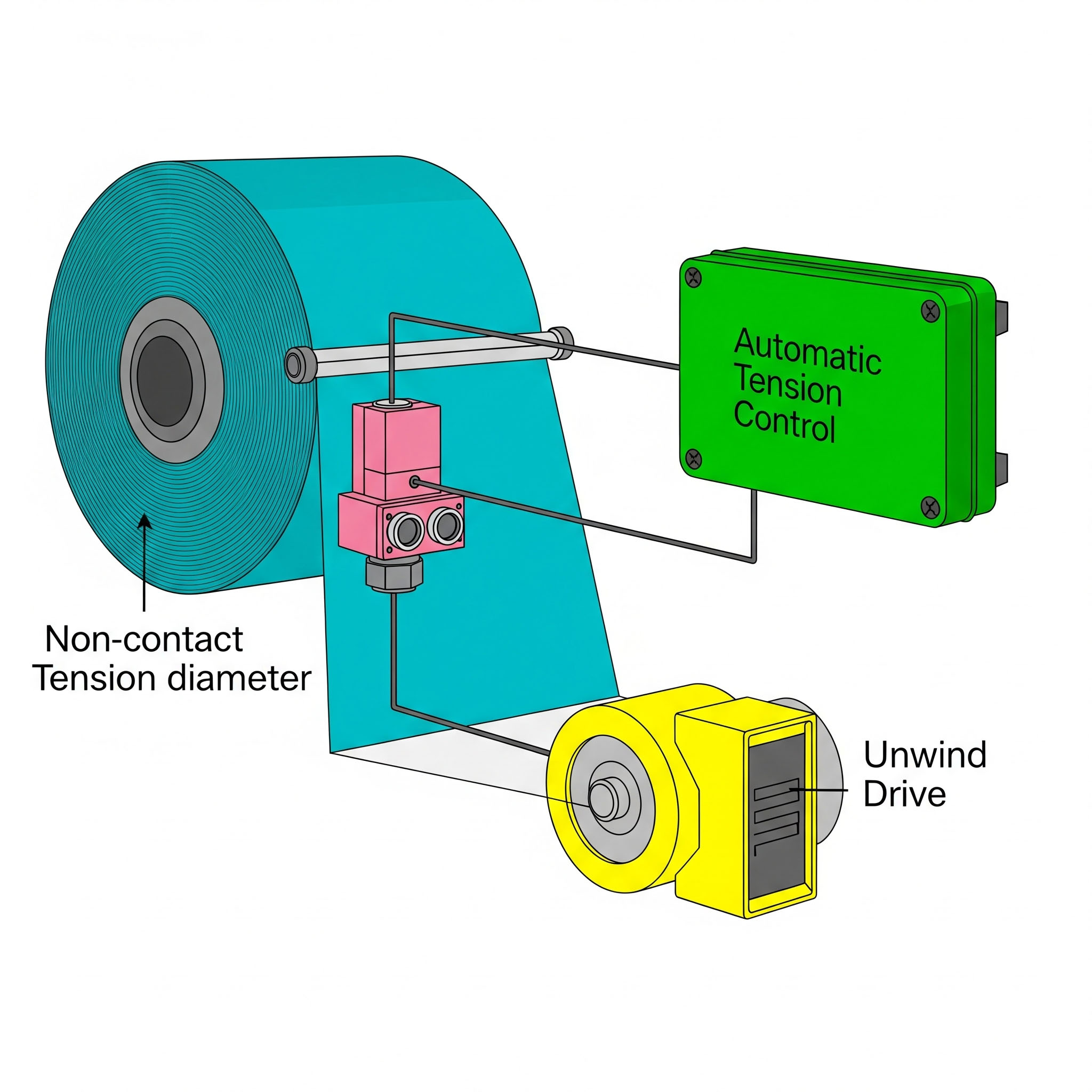
۳. سنسور اولتراسونیک (Ultrasonic Sensor)
این سنسور بدون تماس فیزیکی، با ارسال امواج صوتی و اندازهگیری زمان بازگشت آنها، فاصله تا سطح رول (و در نتیجه شعاع) را محاسبه میکند.
- مزایا: بدون تماس، نصب آسان، دقت خطی بالا، و عدم وجود قطعات مکانیکی فرسایشی.
- معایب: برخی مواد مانند نانوون (Nonwoven) ممکن است امواج را جذب کنند، و سنسور به هر مانعی بین خود و رول حساس است.
ب) سیستمهای حلقه-بسته (Closed-Loop): اندازهگیری مستقیم کشش
این سیستمها کشش واقعی وب را به طور مستقیم اندازهگیری کرده و با مقایسه آن با مقدار تنظیمشده (Setpoint)، خروجی درایو را اصلاح میکنند. این روشها دقیقترین نتایج را ارائه میدهند و در هر سه منطقه (Unwind, Internal, Rewind) قابل استفاده هستند.
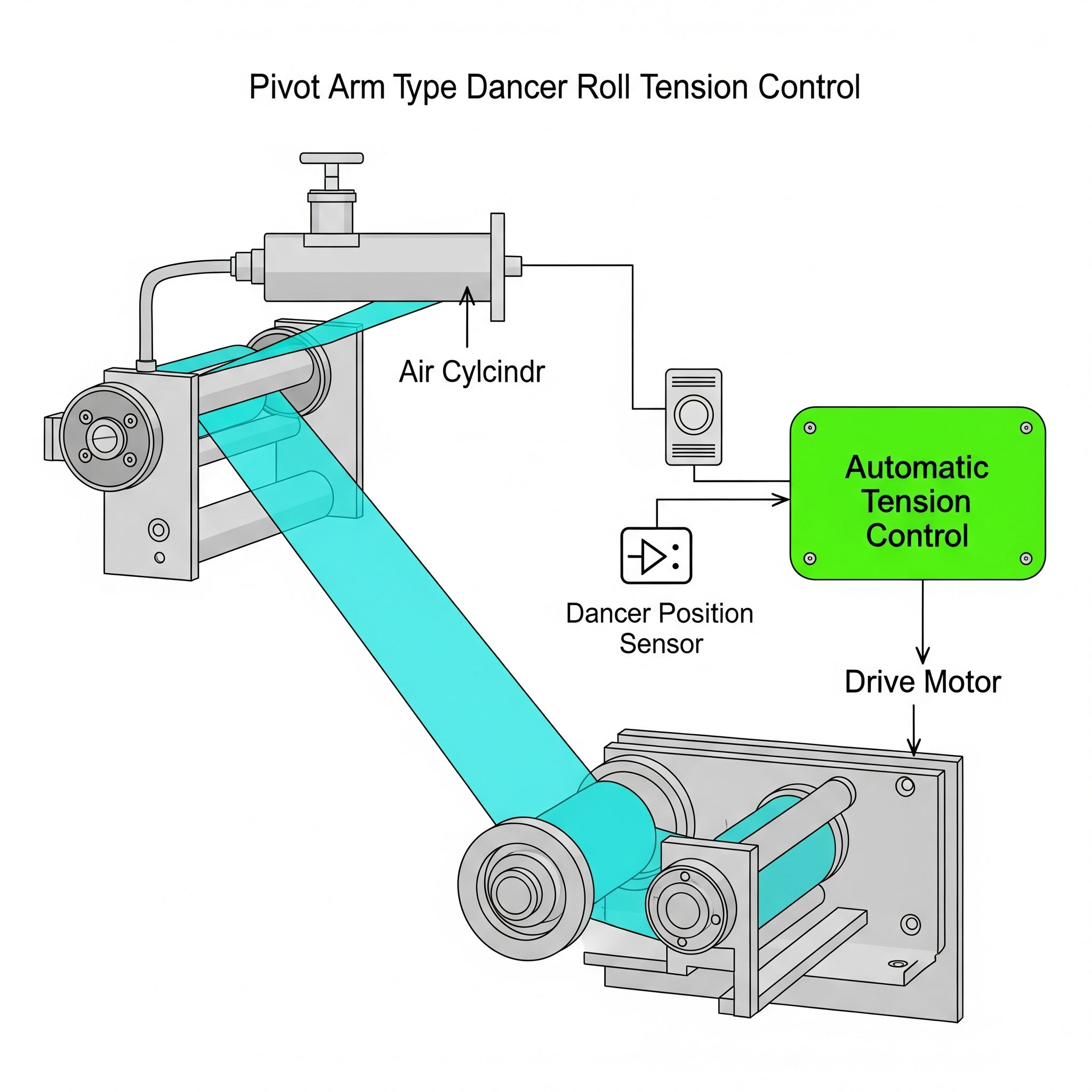
۱. دَنسِر (Dancer Roll)
دنسر مجموعهای از رولرهای متحرک است که وب از میان آنها عبور میکند. این رولرها توسط یک نیرو (مثلاً سیلندر پنوماتیک) بارگذاری میشوند. یک سنسور، موقعیت دنسر را تشخیص میدهد؛ اگر کشش کم شود، دنسر پایین میآید و به درایو فرمان میدهد سرعت را کم کند و بالعکس.
مهمترین مزیت دنسر، قابلیت ذخیرهسازی وب (Web Storage) است که به آن اجازه میدهد نوسانات ناگهانی کشش (مثلاً هنگام وصله زدن) را جذب کرده و یک کشش بسیار پایدار و نرم در خروجی ارائه دهد.
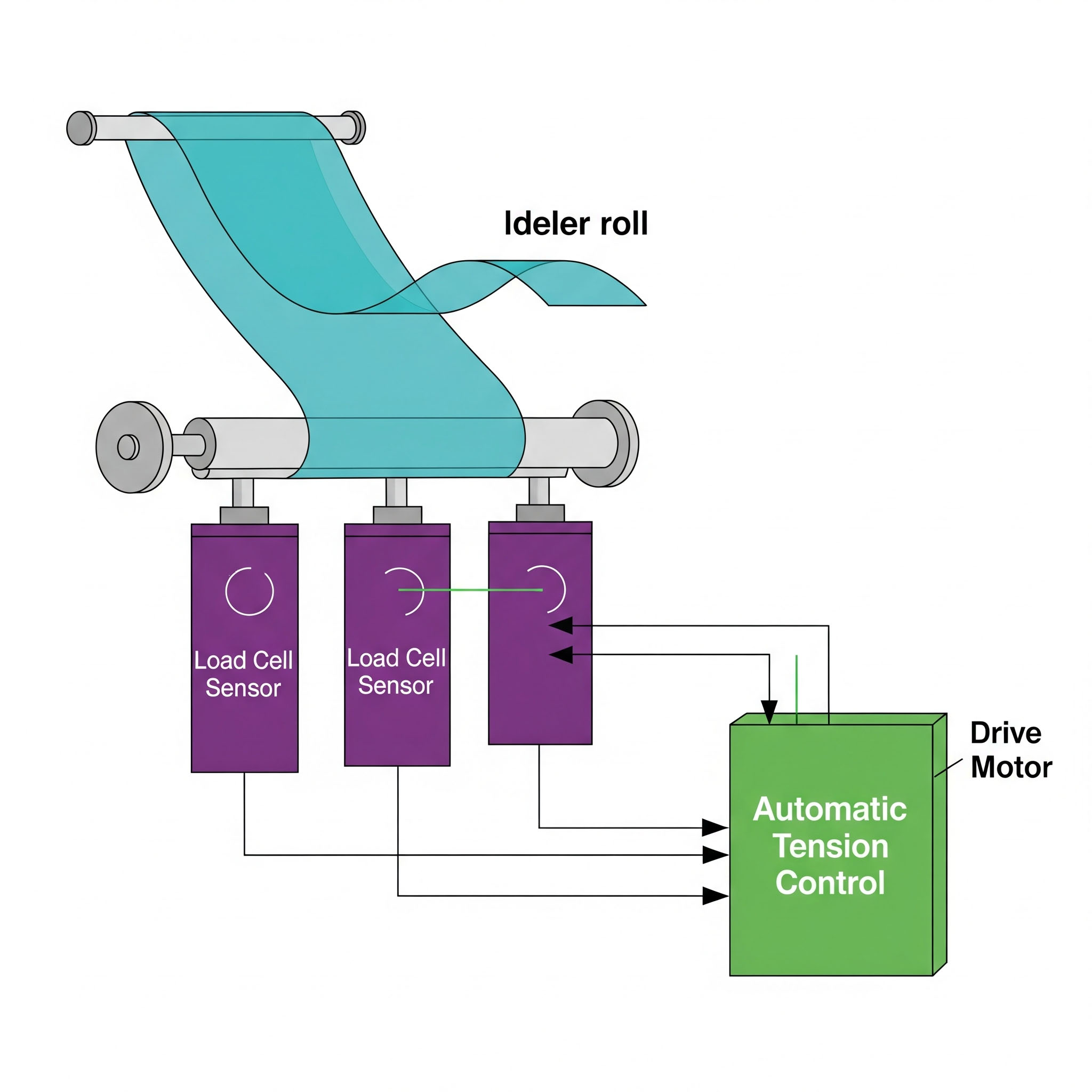
۲. لودسِل (Load Cell)
لودسلها سنسورهای اندازهگیری نیرو (مشابه ترازو) هستند که زیر یاتاقانهای یک رولر راهنما (Idler Roll) نصب میشوند. نیرویی که وب به دلیل کشش به این رولر وارد میکند، توسط لودسلها اندازهگیری شده و به کنترلر ارسال میشود. کنترلر نیز با مقایسه این مقدار با کشش مطلوب، خروجی درایو را تنظیم میکند.
- مزایا: دقت بالا، نصب آسان بر روی رولرهای موجود، و قابلیت اتصال به PLC برای جمعآوری داده.
- معایب: عدم وجود ذخیرهسازی مکانیکی وب، که میتواند در کاربردهای با تغییرات قطر زیاد (Unwind/Rewind) باعث نوسان و ناپایداری شود.
ج) سیستمهای ترکیبی (Combination Systems): بهترین دقت و پایداری
برای کاربردهای بسیار حساس و ماشینهای با سرعت بالا، بهترین راهکار استفاده از سیستمهای ترکیبی است. این سیستمها ثبات سیستم حلقه-باز را با دقت سیستم حلقه-بسته ترکیب میکنند. در این روش، یک سنسور قطر (مانند اولتراسونیک) ۹۰٪ کار کنترلی را انجام میدهد و یک سیستم حلقه-بسته (مانند دنسر یا لودسل) ۱۰٪ باقیمانده را به عنوان "تنظیم دقیق" (Trim) بر عهده میگیرد. این ترکیب، کنترلی فوقالعاده دقیق و پایدار را فراهم میکند.

کشش مخروطی (Taper Tension): نکته کلیدی در رولپیچی
تا اینجا تمام بحثها بر سر کشش ثابت (Constant Tension) بود. اما در منطقه Rewind (جمعکننده)، معمولاً به کشش مخروطی (Taper Tension) نیاز داریم.
همانطور که رول جمع میشود، لایههای جدید فشاری را به لایههای داخلی وارد میکنند. این فشار تجمعی میتواند باعث له شدن مغزی (Core)، ایجاد چروکهای ستارهای (Starring) و خرابی رول شود.
برای جلوگیری از این مشکل، کشش وب به تدریج و به صورت خطی با افزایش قطر رول کاهش داده میشود. برای مثال، با تنظیم یک Taper 50%، کشش در قطر نهایی رول، نصف کشش اولیه در نزدیکی مغزی خواهد بود.
نکته مهم: کشش مخروطی هرگز برای مناطق Unwind یا Internal مطلوب نیست و فقط در Rewind کاربرد دارد.